Kausa zobu adapteru metināšana
Pareizai un drošai metināšanai darbiniekam ir nepieciešams nodrošināt atbilstošu aprīkojumu. Ir jānodrošina svaiga gaisa ventilācija lai novērstu veselības problēmas, kas var rasties ieelpojot metināšanas laikā izdalījušās gāzes. Jānodrošina arī atbilstošu sejas, roku un ķermeņa aizsardzību.
Pirms metināšanas uzsākšanas obligāti jāattīra metināšanas virsmas no krāsas, rūsas, eļļas, izdedžiem, putekļiem un citiem netīrumiem. Uz kausa pamatnes un adaptera jānoslīpē metināšanas šuvju vietas līdz tīram metālam.
Metināšanas virsmu tīrība ir kritiski svarīga, jo metinot neattīrītu virsmu metinājuma šuvēs var rasties poras, plaisas un tas var būtiski ietekmēt stiprību.
Svarīgi izmantot metināšanas palīgmateriālus ar zemu ūdeņraža saturu. Tādā veidā tiek samazināts ūdeņraža gāzu daudzums, kas metināšanas laikā, pie augstas temperatūras savienojas ar tēraudu, radot iekšējos spriegumus, pazeminot tērauda izturību un elastību. Tas ir svarīgi lai novērstu iespējamo plaisu rašanos, kas saistītas ar absorbēto ūdeņraža daudzumu metinājumā.
Pirms metināšanas obligāti jāuzkarsē metināmās detaļas līdz atbilstošai temperatūrai, lai nodrošinātu labu metinājumu. Uzkarsēšanas process palīdz novērst detaļu deformāciju metināšanas laikā, nevienmērīgas uzsilšanas dēļ. Priekšsildīšana ir kritiska lielākām daļām, kur lielāka masa var ātri izkliedēt siltumu no metināšanas zonas.
Metināšanas laikā svarīgi saglabāt vienmērīgu temperatūras sadalījumu. Tas novērš deformācijas metināšanas laikā un uzlabo metinājuma kvalitāti. Temperatūra starp metināšanas gājieniem jāsaglabā tāda pati kā priekšsildīšanā.
Novietojiet adapteri atbilstošajā vietā uz kausa pamatnes. Adaptera augšējai plaknei jābūt pilnā kontaktā ar kausa pamatni (skat attēlu Nr.2), adapteris jānovieto tā, lai radusies sprauga atrastos kausa apakšdaļā. Metināšanas laikā jāievēro pareiza šuvju secība (skat. Attēlu Nr. 1). Metinājumam dziestot, metālā rodas iekšējie spriegumi, kuru dēļ var rasties plaisas, ja netiek ievērota pareiza šuvju metināšanas secība.
Svarīgi ievērot arī pareizu metināšanas gājiena virzienu (skat attēlu Nr. 3 un 4). Metināšana jāsāk ar adaptera apakšējo daļu (tā ir īsāka par augšējo), tādējādi var vieglāk pārliecināties, ka virsējā plakne paliek kontaktā ar kausa pamatni. Nesāciet metināšanu pārāk tuvu pamatnes priekšējai malai.
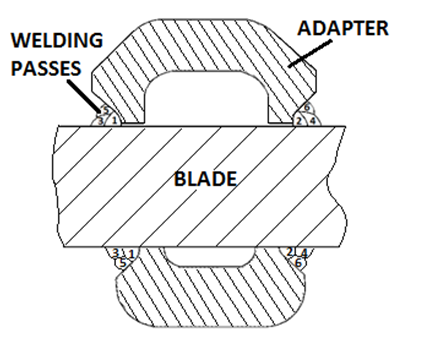
1. (attēls) Metināšanas šuvju secība
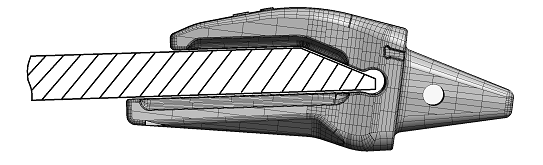
2. (attēls) Sānu skats.
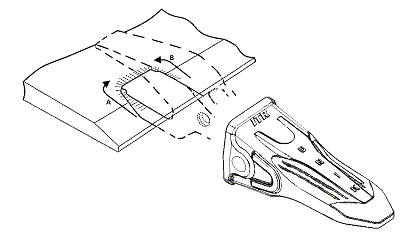
3. (attēls) Metināšanas gājiena virziens – augšējā plakne
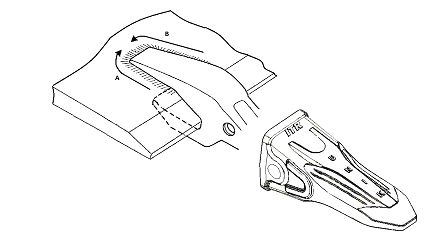
4. (attēls) Metināšanas gājiena virziens – apakšējā plakne
Vēl viena metode, kā samazināt metāla iekšējo sprieguma koncentrāciju metinājuma šuvēs, ir TIG metināšana. Ar TIG metināšanu ir iespējams atkārtoti izkausēt metinājuma šuvju virsmu, tādējādi radot optimālu šuves formas rādiusu. Izmantojot TIG metināšanu arī iespējams uzlabot metinājumu ar sliktu šuvju pārlaidumu, atkārtoti izkausējot metinājuma šuves un papildinot ar pildvielu.
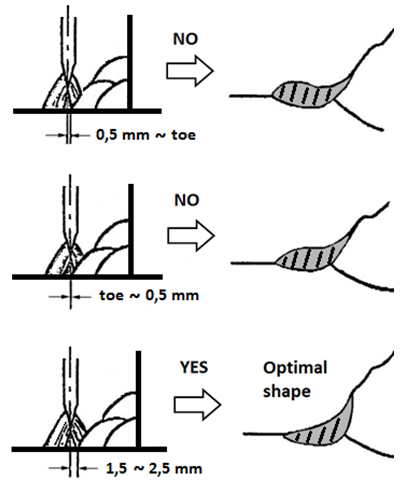
5. (attēls) TIG elektroda novietojums optimālai šuves formai
Svarīgs solis ir pareiza materiāla atdzesēšana pēc metināšanas. Detaļām jāļauj lēni un vienmērīgi atdzist, lai novērstu deformēšanos un plaisāšanu. Lēna dzesēšana palīdz saglabāt vienmērīgu temperatūras sadalījumu un novērš nepareizu iekšējo spriegumu rašanos. Lēna dzesēšana nodrošina nepieciešamo laiku ūdeņraža izvadīšanai no tērauda, tādējādi samazinot plaisu rašanās iespējamību.